Others: Linear Workflow
IO: Industrial Reasoning

Autonomous AI for industrial operations.
IO in the real world


Naturgy + IO
Centralized operations across combined-cycle power plants, with IO reasoning above existing plant systems.
Deployed in real industrial environments — not demos. Built on 10+ years of mission-critical automation expertise.
Differentiation
Others chain AI agents in workflows. IO captures how your experts actually reason. That's why it scales where others don't.
Governance & Accountability
Governance that scales with confidence. Some teams need human-in-the-loop today. Others are ready for delegated execution. IO supports both, with explicit policies, full audit trails, and the flexibility to evolve at your pace.
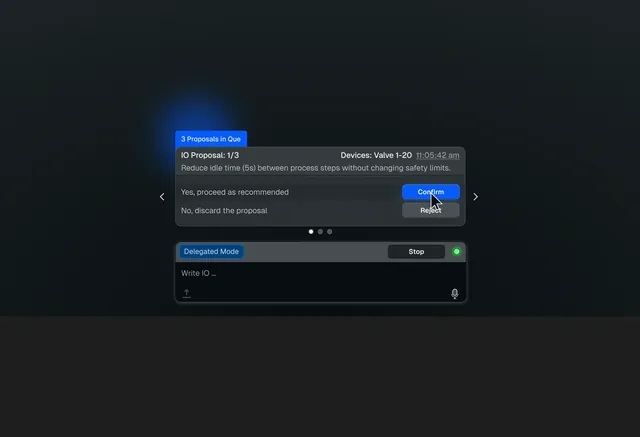
Human in the loop
Full visibility at all times. IO surfaces recommendations — every action requires a human to approve before anything happens.
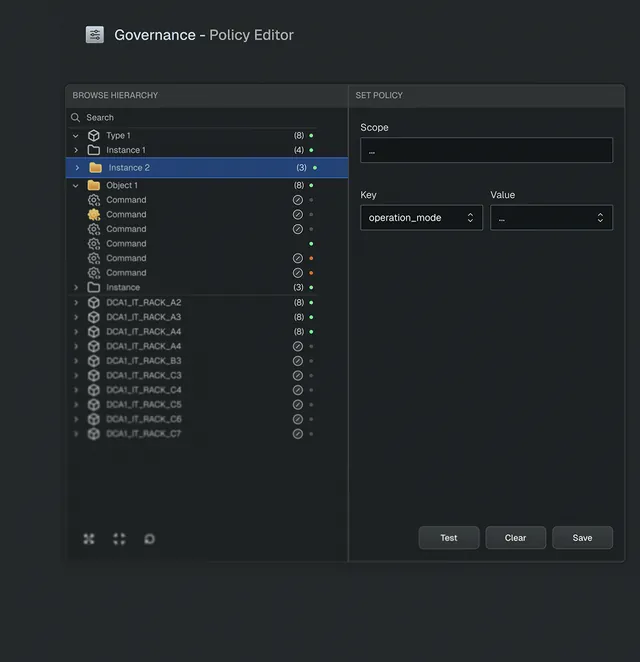
Delegated Execution
Delegation is explicit, scoped, and reversible. You define what IO may or may not do — and responsibility always remains human-owned.
Architecture
Messy is fine. Our onboarding tools create the context (ontology) AI needs. We work directly with you or with your trusted integrators.
Seamless integration across your ecosystem
Examples include
Use Alt with the left or right arrow keys to move to the previous or next use case in the carousel.
Food & Beverage Manufacturing
IO captures expert quality reasoning and applies it continuously to line speed, changeovers and process conditions, so production can move closer to design throughput without taking uncontrolled quality risk.
Relevant for high-volume lines where actual throughput stays below design throughput because teams keep conservative speed or process settings to ensure quality.
Use case context
Food and beverage lines often operate below design throughput without being formally down. The line is producing, but speed, parameters or operating windows remain conservative.
This can be the correct decision. A quality incident has immediate cost, so operators keep margin when the current line state is not fully trusted.
In many cases, reducing speed becomes the default quality lever, even when experts know that another action could address the risk with less throughput loss.
The expert knowledge usually exists: quality and operations specialists know which symptoms, limits, changeover states and process conditions matter. The problem is that this reasoning is not applied consistently across every line, shift and decision point.
IO turns that expert reasoning into a mission: read the line state, compare it with known quality-risk patterns, recommend the next safe action and record the decision.
Pain points
The issue is not only downtime or OEE reporting. The machine may be producing, while the gap between design throughput and actual throughput becomes normalized in daily operation.
How IO reasons
This mission is not simple defect counting. IO applies the reasoning that quality and operations experts use when deciding whether to increase speed, hold the current state, change parameters or escalate a line condition.
Captures what experts check before moving closer to the limit: defect type, product, speed, process parameters, inspection history, line state and recent changes.
When lower speed is only one way to stay inside quality limits, IO can recommend other expert-approved levers first: parameter tuning, stabilization actions, extra inspection, material checks or maintenance escalation.
Reads changeovers, stabilization phases, alarms, sanitation or cleaning states, material changes and process variables as part of the same decision context.
Identifies when throughput or quality is constrained by misalignment, unavailable actuators, degraded parts or underperforming equipment that should become a maintenance priority.
IO governance
IO analyzes the current line state, quality signals, process conditions and expert rules. Depending on the configured operating mode, IO either proposes an action for user confirmation or executes an authorized action directly under defined policies.
This is the natural starting point when quality risk, process stability and operational responsibility must remain explicitly controlled.
Expected benefits
Expected value depends on line volume, the current design-vs-actual gap, defect sensitivity, and how consistently expert reasoning can be applied across shifts and line states.
Move closer to design throughput when the expert reasoning shows quality risk is controlled.
Apply the same expert checks before increasing speed or changing parameters, across shifts and line states.
Give operators and managers a traceable reason for holding, pushing, checking or escalating.
Surface line conditions that limit safe performance, even when the line is not fully stopped.
Discuss this case
The first step is to frame the mission: where performance is being left on the table, which expert decisions matter, which signals are available, and which actions should remain supervised or become delegated over time.
Want to map this to your line data or operating rules?